务必记住所推荐的阀门的用途是什么,并对所应用的环境进行分析,这样才能决定最适合于安装什么样的阀门。在安装正确的阀门之前,为了防止损坏阀门,并保证充分发挥阀门的工作性能,请阅读一下安装指南。
Analyze the application to determine which valve
is best suited for installation, keeping in mind the service for which
the valve is recommended. Before installing the correct valve, review
the following installation instructions to prevent damage to the valve
and assure its maximum efficiency.
如果需要塑料安装指南,请联系美国尼伯科技术服务中心。
For Plastic Installation Instructions, contact
Technical Services.
低温焊接
SOLDERING
- 垂直切割管道。刮除毛刺,测量尺寸。
Cut tube end square. Ream, burr and size.

- 采用砂布或钢丝刷清除管道和端口,使其显露出光洁的金属色。不建议采用钢丝棉。
Use sand cloth or steel wire brush to clean both
tube and cup to a bright metal. Steel wool is not recommended.

- 在管道外面和焊接端口内侧涂上焊剂。需要连接的表面必须完全覆盖焊剂。要节约使用焊剂。
Apply flux to outside of tube and inside of solder
cup. Surfaces to be joined must be completely covered. Use flux sparingly.

|
|
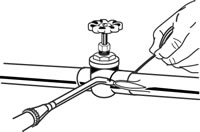
- 请确保阀门处于全开状态,在此仅仅针对截止阀和闸阀。首先在管道上加热。尽可能通过管道将热传递到阀门上。要避免在阀门自身上长时间加热。对于球阀的安装指南,请参阅相关的安装说明书,或者联系美国尼伯科技术服务中心寻求帮助。
Be sure that valve is fully open. This applies
only to globe and gate valves. Apply heat to tube first. Transfer as
much heat as possible through the tube into the valve. Avoid prolonged
heating of the valve itself. For ball valves, consult the installation
instruction sheet or contact NIBCO Technical Services for assistance.

- 只需采用足够的焊料:对于通径DN20等阀门,采用1"长的焊线。如果采用太多的焊料,则焊料可能流过管道并阻塞密封区域。焊料的正确使用量是管道或阀门通径的1.5倍。
Use just enough solder: with wire solder, use
1" for 3/4" valve, etc. If too much solder is use, it may
flow past tube and clog seating area. The correct amount of solder is
1-1/2 times the diameter of the fitting or valve.
- 在焊接部分成型后,用小刷子清除多余的焊料,使其在焊料冷却后形成一个环绕连接端口的圆角。
Remove excess solder with small brush while plastic
(soft), leaving a fillet around end of valve as it cools.

铜焊
BRAZING
铜焊连接的强度并不会因为采用不同的铜焊材料而又多大的变化,但是却与管道外侧和阀门插口之间的清理是否正确有很大的关系。铜焊阀门插口的内部尺寸是经过机加工,具有最精确的公差和抛光表面,有助于实现完全的毛细吸力。
The strength of a brazed joint does not vary appreciably
with the different brazing materials, but depends to a large extent upon
the maintenance of proper clearance between the outside of the tube and
the valve socket. The interior dimensions of brazing valve sockets are
machined to the closest tolerances and finished smooth to promote full
capillary attraction.
注意:要留心观察是否残留有清洗或清除过程的清洗剂。在被污染或未经正确清理的表面进行铜焊,其焊接效果将不会令人满意。铜焊合金不能流经或粘结在氧化物上。油脂表面会排斥焊料,留下氧化物裸点,并导致砂眼和杂物。
NOTE: Care should be observed in cleaning and
in removing residues of the cleaning medium. Attempting to braze a contaminated
or improperly cleaned surface will result in an unsatisfactory joint.
Brazing alloys will not flow over or bond to oxides. Oily or greasy surfaces
repel fluxes, leaving bare spots that oxide and result in voids and inclusions.
|